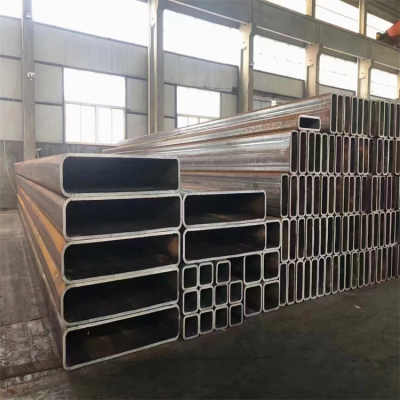
湖州无缝方管材质Q390B方管140x140x6无缝方管

- 公司名称:山东轧三特钢有限公司
- 联系电话:-0635-5085456 18363571130
- 传真:-0635-5085456
- 联系地址:山东省聊城
- 电子邮件:2218292901@qq.com
- 联系人:潘经理 先生

- 发布时间:2025/5/18 18:01:30
-
所属分类:方管
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
140x6无缝方管
山东轧三特钢有限公司专业生产销大口径方管、16Mn厚壁方管、Q345B方管、镀锌方管生产厂家、镀锌方管厂、热镀锌方管生产厂家、大口径方管生产厂家、大邱庄方管生产厂家、Q345B方管、方矩管、方管价格、无缝 方管、大口径方管、焊接方管、镀锌方管、矩形管厂家、16Mn方管、方管生产厂家管、,q235b方管、q345b矩管 0-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管。严格按照国标GB/T6728-2002、美标ASTM A500 标准要求。新增设分厂,生产和销镀锌带方管、圆管;温室大棚 管;自行车管等;年生产能力10万吨。 产品广泛用于水暖用管、大棚用管、穿线管、家具用管、自行车管、体育器材等,产品凭借可靠的质量、精外观,深受广大新老客户的青睐。
湖州无 管该加热炉的出料机,可从正面把加热的钢坯送到坯机进口辊道。在坯机的后面重新布置的液压剪可优化 终棒材的长度和进行切头尾,因此能提高精轧机的寿命,防止成品发生内裂,尤其是小尺寸棒材成品的内裂。坯机多达13道次的轧制为精轧机好了成品前孔型的准备。由于坯机采用了大压下量轧制,改善了成品的中心偏析疏松。在精轧机中,箱形-椭圆/圆孔型系统一般用于生产圆钢,而圆角方材可采用普通的箱形-椭圆/圆孔型系统进行轧制。
攀枝花区域贮存丰厚的钒铁磁铁矿,攀钢作为收回钒钛磁铁矿的主体厂商,尽管经过屡次联合攻关,但因为原矿性质的改动配备水平落后,攀钢对钛铁矿的收回率较低,很多的钛资源没有得到收回运用,构成了资源的丢失糟蹋。因而,攀钢选钛厂正结合多年出产阅历,对攀枝花钛资源的选钛技能及配备水行优化研讨。攀枝花钛资源攀枝花—西昌区域是一个超大型的钒钛铁矿岩贮 ,由攀枝花、红格、白马和太和等几大矿区组成的。矿体规模大,矿石类型为细密块状、浸染状。
公司注重基础管理,建有企业管理网络,工作现场实现定置管理,物流实现ABC管理,公司内部实行计算机信息化,生产技术进行微机管理,产品发工艺采用CAD、CAPP技术,公司不断坚持新产品研发和研制,投入技改资金,完善产品发,满足用户的不同需求。......
湖 缝方管序号名称量的符号单位符号含义一强度强度指金属在外力作用下,抵抗塑性变形和断裂的能力1抗拉强度σbMPa金属试样拉伸时,在拉断前所承受的负荷与试样原横截面面积之比称为抗拉强度Pbσb=——Fo式中Pb——试样拉断前的负荷(N)Fo——试样原横截面积(mm2)2抗弯强度σbbMPa试样在位于两支承中间的集中负荷作用下,使其折断时,折断截面所承受的正压力8PL对圆试样:σbb=——πd38P序号名称量的符号单位符号含义一强度强度指金属在外力作用下,抵抗塑性变形和断裂的能力1抗拉强度σbMPa金属试样拉伸时,在拉断前所承受的负荷与试样原横截面面积之比称为抗拉强度Pbσb=——Fo式中Pb——试样拉断前的负荷(N)Fo——试样原横截面积(mm2)2抗弯强度σbbMPa试样在位于两支承中间的集中负荷作用下,使其折断时,折断截面所承受的正压力8PL对圆试样:σbb=——πd38PL对矩形试样:σbb=——2bh2式中P——试样所承受集中载荷(N)L——两支承点间的跨距(mm)d——圆试样截面之外径(mm)b——矩形截面试样之宽度(mm)h——矩形截面试样之宽度(mm)3抗压强度σbcMPa材料在压力作用下不发生碎、裂所能承受的正压力,称为抗压强度Pbcσbc=——Fo式中Pbc——试样所受集中载荷(N)Fo——试样原横截面积(mm2)4抗剪强度r、σrMPa试样剪断前,所承受的负荷下的受剪截 有的平均应力P双剪:σr=——;oP单剪:σr=——;Fo式中P——剪切时的负荷(N)Fo——受剪部位的横截面积(mm2)5抗扭强度τbMPa指外力是扭转力的强度极限3Mbτb≈——(适用于钢材)4WpMbτb≈——(适用于铸铁)Wp式中Mb——扭转力矩(Nmm)Wp——扭转时试样截面的极断面系数(mm2)6屈服点σsMPa金属度样在拉伸过程中,负荷不再增加,而试样仍继续发生变形的现象称为“屈服”。
由于内浇道一般先于铸件冷却,不加大内浇口尺寸,挤压补缩就根本不可能实现。这种方法对于很多压铸件是不适用的。如要达到上述挤压补缩比压,压铸机所能生产的挤压压铸件投影面积,就只及原来的十分之一。传统压铸机生产的毛坯本来"可压铸投影面积"已经不大,再减少九成,显然是不经济的,实践上就失去了其应用的意义。现时的压铸机都有压铸充型后期的"加压"环节,但压铸件气密性缺陷依然如故,用加大机型生产小件零件这种"大牛拉小车"法,效果也好不到哪里去,所谓"精、速、密"压铸,还只是一个漂亮的名字,4年来都未见有实质性进步,生产这种压铸机厂家的商业性宣传,倒强化了工程技术和应用人员的认识误区,使人迷失了方向。认识挤压压铸技术的主体技术特征及其强大的技术经济优势挤压压铸的主体技术特征,是体现"普通压铸充型,挤压铸造补缩"原理,它是利用现有压铸机完善的压射系统进行充型,同时又尽限度避金属液相充型时帕斯卡定律对充型条件(零件可充型面积)的制约。这一点具有很重要的意义,它也是挤压压铸工艺的重要特征:挤压压铸工艺强调的是在满足充型条件下,尽可能采用的充型比压和速度,这种工艺思想,对要低压充型的各种厚大零件和成功实现带型芯压铸是一个莫大的优势。
产品图片



用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。





相关信息
更多
 Z6NCKDW45合金 - 百度精选
Z6NCKDW45合金 - 百度精选



