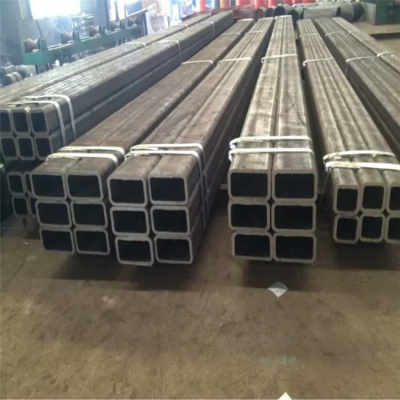
60×60×15-50家具用方管 抚州q355b家具用方管 哪里有

- 公司名称:山东鑫悦达钢铁有限公司
- 联系电话: 13406357780
- 传真:
- 联系地址:聊城开发区汇通物流园
- 电子邮件:1040505028@qq.com
- 联系人:许经理 先生

- 发布时间:2024/5/23 15:08:17
-
所属分类:钢管
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 9999 | 包装说明 | 价格说明 |
◆ 产品说明:
矩形管成形工艺。即矩形管机组成形及定径部分孔型设计和调整方法均会直接影响焊接质量的优劣。传统的成形工艺为辊式成形工艺。有单半径。双半径。W反弯法成形孔型体系。加上二辊、三辊、四辊或五辊挤压辊。二辊或四辊定径来保证成形质量。此种传统辊式成形工艺。大都用于直径小于φ114㎜的矩形管机组。美国的排辊成形工艺、奥钢联的CTA成形技术。日本中田的FF或FFX柔性成形技术等。对成形后的焊口形状和良好的表面质量都有较好的保证。适用于规格范围更广的矩形管机组。(高压化肥设备用化肥 管)。主要用于化肥设备上输送高温高压流体管道。 rMo、15CrMo、12Cr2Mo、12Cr5Mo等。
上述这一过程称为汽蚀现象。2影响汽蚀的因素影响液体压力和饱和蒸汽压力的因素都会影响汽蚀的发生。1影响的因素泵进口的结构参数:包括叶轮吸入口的形状、叶片入口边宽度及叶片进口边的位置和前盖板形状等。泵的操作条件:它包括泵的流量、扬程及转速等。泵的位置:它包括泵的吸入管路水力损失及高度。环境因素:它包括泵地点的大气压力。2影响的因素它包括介质本身的性质及介质操作温度。3解决离心泵汽蚀问题的几个方案根据以上对影响汽蚀因素的分析,我们可以得到如下几个解决离心泵汽蚀问题的方案:泵入口的结构参数这一方案适于在离心泵的设计阶段,该方法在生产现场很少采用。在泵的吸入口加装诱导轮加装诱导轮,对提高离心泵的抗汽蚀性能,解决汽蚀问题,效果很显著。而且其结构简单易于,运行维修方便,造价低,在不影响生产的前提下即可进行调试,特别适于在生产现场推广应用。合理设计吸入管路及调整高度该方法虽能消除汽蚀问题,但在生产现场却很少采用。
1 生产工艺流程及工艺要点
生产工艺流程为:坯料锯切坯料加热穿孔轧管微张力减径冷却矫直切管包装交货。
2 工艺参数的确定及孔型设计
该厂使用¢120mm连铸坯料轧制生产114mm×22mm钢管时,钢管的壁厚系数较大,使定径后的钢管横向壁厚不均,造成钢管的内表面出现的“内六方”程度较为严重。
3 实际生产效果
减小总减径率和单架减径率以及优化孔型参数后,对114mm×22mm成品钢管进行实物取样,通过实际测量数据,表明“内六方”程度显着降低,达到了 标准,并完全满足用户需求。通过对优化前后所测的数据比较,可以得知,应用优化后的114mm孔型所生产出的钢管“内六方”度量值明显减小。
4 结论
生产实践证明,114mm机组三辊式十四架两电机集中差速传动微张力减径机,可以通过减小总减径率和单机架减径率以及选择合理的孔型设计,来减少直至消除微张力减径钢管的“内六方”缺陷。
60×60×15-50家具用方管 抚州q355b家具用方管 哪里有
4)浸泡过程中应上下前后或翻动方管。使内腔溶液不断更换。以提果。必要时取出方管。用水气冲洗后再进行浸泡。6.干燥经过钝化的方管。要抓紧用洁净的压缩空气或氮气干。并且必须有足够的时间(至少2小时)使之在空气中自然钝化。7.检验方管经钝化后。应进行自检、互检。然后提交质检员按要求进行验收。8.保护1)如外表面需要进行油漆的方管。则按照涂装要求进行。2)检验合格后的方管用塑料塞封口。用三防布进行包扎保护。并进行标识。
产品图片





用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。





相关信息
更多
 浙江8640钢千吨入库
浙江8640钢千吨入库



