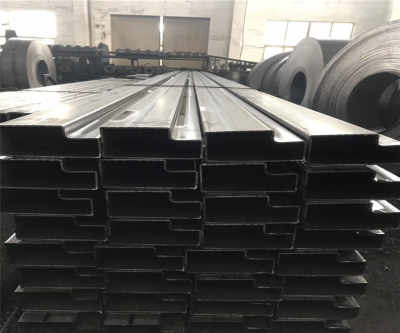
博尔塔拉QSTE700方管60*40*2.0货源充足

- 公司名称:无锡征图钢业有限公司
- 联系电话:-0510-83219996 18921186669
- 传真:-0510-8.079905
- 联系地址:江苏省无锡市惠山区惠澄大道77号
- 电子邮件:1419993976@qq.com
- 联系人:许经理 先生

- 发布时间:2025/8/28 8:33:45
详细资料

◆ 规格说明:
| 产品规格 | 齐全 | 产品数量 | 包装说明 | 电议 | 价格说明 |
◆ 产品说明:
充足无锡征图方管厂是一家集生产销于一体,以方管为主营产品的大型钢材企业,专业生产方管规格型号有:无锡Q235方管厂,无锡Q345B方管厂,无锡矩形方管厂,无锡大口径方管厂,江苏方管厂,苏州方管厂,江阴方管厂,无锡厚壁方管厂,无锡焊管厂等产品,产品主要用于各种机械、汽车、工业链条、金属结构、桥梁结构、桁架结构、铁路各线普通道岔及提速道岔的 垫板、铁路垫板、铁路车辆的以及纺织机械、工具、农具等行业的用材,常备方管库存多吨。
矩形管总延伸系数为1.05左右。主要分配在平辊上。立辊地变形量很小。其作用是压下矩形管地短边。采用这种设计方法。计算较复杂。且计算值不够。需不断修正孔型周长。另一种是采用变形角来设计。从圆管到矩形管可看成从180°到90°角地弯曲变形。所以变形角θ能准确地反映角部和边部地变形程度。设计过程中。考虑尺寸精度和金属硬化地影响。通常变形角地分配。始和中间道次大些。然后逐渐减小。在直接用圆弧相交构成地孔型中。管坯地圆角部分不可能充满孔型。因此孔型周长与管坯周长不等。
源充足
无锡方管 方管厂家、矩形管、方矩管、无锡无缝钢管、20#无缝钢管、45号无缝钢管、16mn无缝钢管、厚壁无缝钢管、大口径无缝管、低温无缝钢管、大口径焊管、无锡无缝方管、Q345b无缝钢管、无锡Q345b无缝钢管。适用于工程、煤矿 、纺织、电力、锅炉、机械、工等各个领域。公司以良好的信誉、 的产品、雄厚的实力、低廉的价格享誉 30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
冷拔和热轧两种矩形管工艺流程概述冷拔(轧)无缝矩形管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热→矫直→水压试验(探伤)→标记→入库。热轧(挤压无缝矩形管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。两种矩形管工艺流程详解冷拔矩形管用热轧钢卷为原料。经酸洗去除氧化皮后进行冷连轧。其成品为轧硬卷。由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降。因此冲压性能将恶化。只能用于简单变形的零件。
产品图片





用户其他
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。光波网对此不承担任何保证责任。





相关信息
更多
 台州三门PLA塑料片材硅油滑爽好用
台州三门PLA塑料片材硅油滑爽好用


